לאחרונה, לקוח חבר של JSR התאים אישית פרויקט של רובוט לריתוך מיכל לחץ. לחלקי העבודה של הלקוח יש מפרטים שונים וישנם חלקים רבים שיש לרתך. בעת תכנון פתרון משולב אוטומטי, יש צורך לאשר האם הלקוח מבצע ריתוך סדרתי או ריתוך נקודתי ולאחר מכן משתמש ברובוט במלואו. במהלך תקופה זו, גיליתי שיש לו ספקות לגבי בחירת הממקם, ולכן JSR הציג אותו בקצרה לכולם.
ממקם אנכי להיפוך ראש וזנב בעל ציר יחיד דו-תחנה
ממקם אנכי תלת-צירי VS
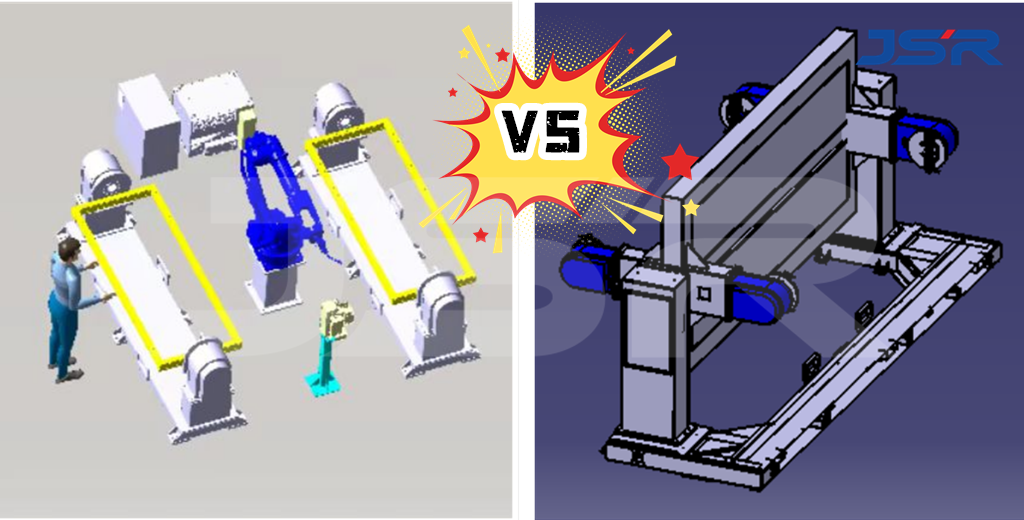
בתחנת עבודה לריתוך רובוטי, ממקם אנכי בעל ראש וזנב בעל ציר יחיד בעל שתי תחנה וממקם אנכי בעל שלושה צירים בעלי סיבוב הם שני ציוד מיקום נפוצים, ויש להם יתרונות משלהם בתרחישי יישום שונים.
להלן תרחישי היישום וההשוואות שלהם:
ממקם מסגרת ראש וזנב דו-תחנה חד-צירית:
זה מתאים לתרחישים שבהם יש צורך לסובב ולמקם את חומר העבודה במהלך תהליך הריתוך. לדוגמה, בקו ייצור של ריתוך מרכבי רכב, ניתן להתקין שני חומרי עבודה בשתי תחנות בו זמנית, וניתן להשיג את הסיבוב והמיקום של חומרי העבודה באמצעות ממקם ראש וזנב בעל ציר יחיד, ובכך לשפר את יעילות הייצור.
https://youtube.com/shorts/JPn-iKsRvj0
ממקם אנכי תלת-צירי:
אידיאלי לתרחישי ריתוך מורכבים הדורשים סיבוב והיפוך של חומר עבודה בכיוונים מרובים. לדוגמה, בתעשיית התעופה והחלל, נדרש ריתוך מורכב של גופי מטוסים. ממקם אנכי בעל שלושה צירים יכול לממש סיבוב רב-צירי והיפוך של חומר העבודה בכיוונים אופקיים ואנכיים כדי לענות על צרכי הריתוך בזוויות שונות.
https://youtu.be/v065VoPALf8
השוואת יתרונות:
ממקם מסגרת ראש וזנב דו-תחנה חד-צירית:
- מבנה פשוט, קל לתפעול ותחזוקה.
- ניתן לעבד שני חלקי עבודה בו זמנית כדי לשפר את יעילות הייצור.
- מתאים למשימות ריתוך פשוטות יותר, כגון חומרי עבודה הדורשים ציר סיבוב יחיד.
- המחיר זול יותר מאשר ממקם אנכי בעל שלושה צירים.
- הריתוך מתבצע בין התחנה השמאלית והימנית. בעת ריתוך בתחנה אחת, העובדים צריכים לטעון ולפרוק חומרים בצד השני.
ממקם אנכי תלת-צירי:
- הוא יכול לממש סיבוב והיפוך רב-ציריים ומתאים למשימות ריתוך מורכבות.
- במהלך ריתוך רובוטי, העובדים צריכים להשלים טעינה ופריקה של חומרי עבודה רק בצד אחד.
- מספק גמישות ודיוק רבים יותר במיקום, שיכולים לעמוד בדרישות של זוויות ריתוך שונות.
- מתאים לחומרי עבודה בעלי דרישות דיוק ואיכות ריתוך גבוהות.
לסיכום, בחירת ממקם מתאים תלויה בדרישות משימת הריתוך הספציפית, כולל גורמים כגון מורכבות חומר העבודה, זווית הריתוך, יעילות הייצור ודרישות איכות הריתוך.
זמן פרסום: 20 בפברואר 2024
